

В. М. Ионов
Технологии обработки денежной наличности. Бизнес-энциклопедия
Таблица 1.1.1. Свойства и характеристики банкнот по рангам
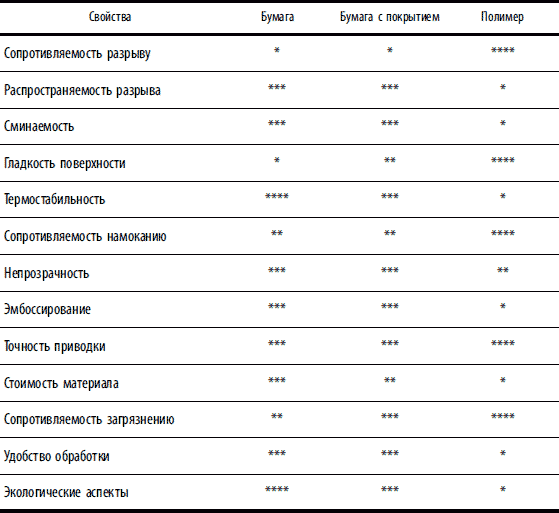
Эта таблица очень полезна тем, что всесторонне характеризует основные требования к различным подложкам. Единственное, что не удалось исследовать специалистам, это продолжительность жизненного цикла банкнот. Подобные исследования являются достаточно сложными и могут быть выполнены только центральными банками (например, их проводили Банк Нидерландов и Банк Израиля).
Исходя из того, что в большинстве стран мира, включая Россию, в обращении находятся бумажные банкноты, рассмотрим наиболее прогрессивные технологии повышения прочности и износостойкости таких банкнот.
Совершенствование состава бумаги. Одним из лидеров в этой области является американская корпорация Crane & Co. Inc., история которой насчитывает уже более 200 лет, производящая не только всю бумагу для долларов США, но и банкнотную бумагу, защитные нити для целого ряда других стран. Непосредственно в банкнотное производство вовлечено подразделение Crane Currency.
Согласно официальным данным средний срок службы 1-долларовой банкноты составляет 22 месяца, более старших номиналов – может достигать нескольких лет. Корпорация разработала банкнотную бумагу «Марафон», отличающуюся оптимальным соотношением хлопковых и льняных волокон, их длиной и ориентацией, а также специальными связующими добавками. Анализ целесообразности внедрения банкнот на полимерной подложке в условиях повышения качества бумаги, производимой Crane & Co., проводился специалистами Федеральной резервной системы США. В итоге они пришли к выводу о нецелесообразности внедрения банкнот на полимерной основе, поскольку обеспечивается достаточно высокое качество бумажных банкнот, тогда как инвестиционные затраты на переоснащение производства будут излишне высокими.
Французской компанией Arjo Wiggins в качестве альтернативы полимерной основе для банкнот предлагается банкнотная бумага улучшенного качества Diamone, обладающая высокой надежностью, стойкостью к различным внешним воздействиям, высоким уровнем защитных признаков. Имеется два типа бумаги: Diamone (банкнотная бумага с покрытием) и Diamone R (бумага, усиленная внедрением синтетических и других волокон).
Специфика бумаги заключается в создании особой микропористой структуры поверхности, а также ее усиления за счет особой структуры волокон. Результаты различных испытаний (на загрязнение, износ металлографской печати, стирку) подтвердили ее высокие качества. На рис. 1.1.3 показана структура поверхности бумаги Diamone R с тремя внедренными иридесцентными планшетками.
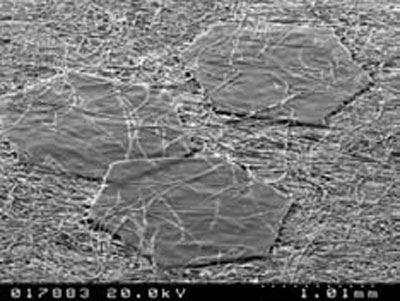
Рис. 1.1.3. Поверхность бумаги Diamone R под электронным микроскопом
Своеобразный подход предложили специалисты Центрального банка Филиппин. Они внедрили в банкнотную бумагу волокна манильской пеньки (abaca), являющиеся одними из наиболее прочных натуральных волокон и достигающие в длину трех метров. По мнению специалистов банка, применение подложек из такой бумаги существенно улучшает практически все основные свойства банкнот: устойчивость к загрязнению, воздействию воды и химических веществ, повышает прочность и улучшает качество печати. В итоге повышается и общий коэффициент надежности. Применение бумаги с добавлением волокон манильской пеньки повышает издержки производства на 5-20 %, однако продлевает срок службы банкнот на 28 %.
Применение лакирующих и других покрытий. Одними из первых исследовать возможности различных покрытий начали в Нидерландах. Специалистами De Nederlandsche Bank NV было разработано и испытывалось в ходе реального денежного обращения в стране покрытие DAR. В 1996 г. в ходе разработки банкноты достоинством 10 гульденов (самый низкий номинал) были предприняты основные усилия для повышения устойчивости ее бумажной подложки к загрязнению, износу, изгибам и разрыву. Исследовались такие методы, как увеличение толщины и окрашивание бумаги, внедрение пластиковых волокон и специального дизайна. Специалисты стремились также повысить и качество лакового покрытия. Поскольку опыты показали, что с увеличением толщины покрытия возрастает устойчивость к загрязнению, для новой серии банкнот было решено использовать двухслойное покрытие. Наиболее важным в полученных результатах является то, что процесс загрязнения банкнот с покрытием замедляется приблизительно на 55 %, другими словами, средняя продолжительность жизни банкноты 10 гульденов увеличивалась на 80–90 %.
Среди покрытий, созданных в Германии, наиболее известными являются LongLife и TOPnote бумажной фабрики Papierfabrik Louisenthal концерна Giesecke & Devrient. Покрытие LongLife, по утверждению специалистов, при обеспечении высоких эксплуатационных характеристик требует затрат на производство банкнот лишь немногим выше обычных. Это обеспечивает окупаемость производства по сравнению с обычными затратами за два года, тогда как полимерные подложки окупаются за восемь лет. Нет необходимости изменять дизайн или типовые защитные признаки, применяются стандартные процессы и технологии печати. При этом экономия красок достигает 15 %.
Покрытие TOPnote (Transparent Overlay Protection of Note – защита банкноты прозрачным покрытием) представляет собой капсулирующее покрытие специального типа, наносимое в ходе финальных процессов. Стоимость производства банкноты примерно на 20 % выше обычной, однако продолжительность нахождения в обращении увеличивается на 200 %. На рис. 1.1.4 показаны результаты испытаний на поглощение жидкости банкнотой с покрытием и без него (справа).

Рис. 1.1.4. Тест на поглощение жидкости
Защитное покрытие SICPAPROTECT™ разработано швейцарской компанией SICPA и позволяет осуществлять различные виды печати, включая печать серийных номеров, уже после нанесения покрытия. Как утверждают специалисты компании, покрытие имеет высокие связующие свойства, абсолютно прозрачно в видимом, ультрафиолетовом и инфракрасном спектрах излучения, подчеркивая вместе с тем яркость применяемых красок. К тому же оно очень устойчиво к воздействию химических веществ, включая щелочи.
Комплексное применение технологий. Одним из примеров комплексного применения различных технологий повышения долговечности банкнот являются разработки уже упомянутой нами германской компании Papierfabrik Louisenthal. Ее специалистами созданы системы повышения прочности банкнот LongLife (см. выше), StrongLife и разработана концепция снижения стоимости банкноты Econote. Система StrongLife представляет собой специальное покрытие, наносимое вдоль края банкноты для повышения устойчивости к разрыву.
Банкноты, изготовленные с применением данных систем, обладают настолько высокой прочностью, что оборудование, установленное на фабрике, не способно определить коэффициент разрыва (обычно 600–900), а 3 банкноты, сложенные вместе, не может порвать человек. На выставке, проходившей в ходе XIX конференции Интерграфа в Монтре, желающие могли проверить прочность банкнот StrongLife на тренажере, где на двух банкнотах был подвешен груз в 25 кг (рис. 1.1.5, слева).
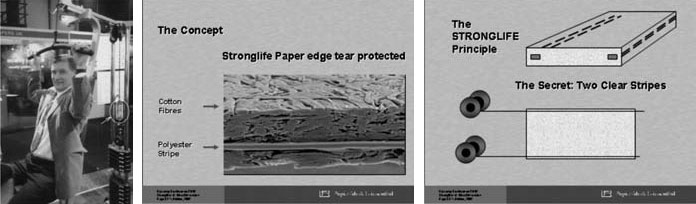
Рис. 1.1.5. Концепция системы StrongLife
Общая идея StrongLife заключается во внедрении в бумагу прозрачной защитной полосы из полиэстера по краю банкноты (рис. 1.1.5, справа), подобно тому, как это делается с защитной нитью. В связи с этим не требуется существенных изменений производственного процесса.
Концепция Econote предусматривает применение подложки Strong-Life с покрытием и защитой края, а также нанесением покрытия TOP-note. Это дает возможность широкого применения улучшенной металлографской печати (технология FIT), создающей специальные оптические эффекты, тактильные ощущения, муаровые переходы и т. д. По мнению немецких специалистов, применение концепции Econote позволяет добиться стоимости производства, соизмеримой со стоимостью производства монет.
В 2007 г. компания предложила новую технологию Synthec®, обеспечивающую высокую механическую прочность благодаря внедрению в бумагу достаточно большого количества синтетических волокон (примерно 20 %). В дополнение к этому банкнота покрывается лаком LongLife, что повышает ее устойчивость к загрязнению и намоканию. В итоге, по мнению германских специалистов, срок службы таких банкнот может увеличиться до четырех раз. Технология требует небольших дополнительных затрат, поэтому является удобным решением для производства банкнот низких номиналов. Технология Synthec® уже успешно применена для производства фунтов Центрального банка Судана.
Новую концепцию повышения износостойкости банкнот ENDURANCE™ предложила и уже упомянутая компания Crane & Co. (США). Эта концепция базируется на четырех основных положениях. Высокая механическая прочность бумаги обеспечивается, во-первых, введением в нее специальных волокон, во-вторых, пропиткой специальным составом Marathon AST™ (Anti Soil Treatment), связывающим волокна, в-третьих, применением металлографской печати, которая также закрепляется на волокнах, проникая вглубь поверхности бумаги, и наконец – применением специального лака для покрытия банкноты уже после завершения печатных процессов, связывающего пропитанную поверхность банкноты и краску (рис. 1.1.6).

Рис. 1.1.6. Фрагмент образца износостойкой банкноты ENDURANCE™
По данным испытаний, такие банкноты обладают более выразительными общедоступными и машиночитаемыми признаками, имеют высокую устойчивость к загрязнению и намоканию, к механическим повреждениям, что в итоге увеличивает срок их службы почти в два раза.
Помимо перечисленных прочностных, основными характеристиками банкноты являются ее размеры (длина и ширина), а также доминирующий цвет.
Бумажные деньги представляют собой не только весьма ценный вид продукции, но и свидетельствуют о престиже государства, именно поэтому не только их качество, но и внешний вид должны быть безупречными. Благодаря специально принимаемым мерам продолжительность циркуляции банкнот в обращении может составлять от 5 до 10 месяцев для мелких купюр, а для крупных – до 5 лет.
В частности, по данным Банка России, средняя продолжительность жизненного цикла российских банкнот разных номиналов составляет: для 10 руб. – 13,5 месяца, 50 руб. – 8,3 месяца, 100 руб. – 10,8 месяца, 500 руб. – 17,1 месяца и 1000 руб. – 39,3 месяца.
Печатное производство. Процесс печатного производства включает четыре этапа: фотографический (фотопроцессы, сканирование, цветоделение); фотомеханический (изготовление печатной формы); получение оттисков с печатных форм (печать как таковая) и, наконец, отделочный этап (разрезка на экземпляры, контроль, пересчет и упаковка).
Как правило, для печатания денег применяются несколько способов: типографская офсетная, трафаретная, нумерационная, металлографская и орловская печать, главными из которых, с точки зрения защищенности банкнот, являются последние два. Рассмотрим некоторые основные определения, такие как «вид печати» и «способ печати». Вид печати определяется печатной формой, а способ печати – совокупностью материала печатной формы, способа ее изготовления и способа переноса красящего вещества на запечатываемый материал.
Печатная форма – это носитель изображения, представляющий собой обычно монолитную или составную пластину плоской или цилиндрической формы, на поверхности которой находятся печатающие и пробельные элементы.
Печатающие элементы – участки формы, воспроизводящие изображение, на которые в процессе печатания наносится печатная краска, передающаяся с них на воспринимающую поверхность.
Пробельные элементы – это участки, не принимающие на себя печатную краску, в результате чего воспринимающая поверхность, соответствующая этим участкам, не будет покрыта красочным слоем.
Перенос краски с печатной формы на бумагу происходит при определенном для каждого вида и способа печати давлении. По способу переноса краски с печатной формы на бумагу способы печати разделяют на прямые и косвенные. При прямом способе печати краска с печатной формы переносится непосредственно на бумагу. При косвенном способе печати краска с печатной формы сначала переносится на промежуточную поверхность (как правило, резинотканевое полотно), а уже с нее на бумагу – офсетный способ печати. Основными принято считать четыре вида печати – высокую, глубокую, плоскую и трафаретную. Рассмотрим основные способы печати, применяемые в производстве банкнот и ценных бумаг.
Орловская печать. Этот способ многоцветного печатания был разработан российским изобретателем И. И. Орловым в 1890 г. и назван орловским в его честь. Уже в 1893 г. была построена и заработала первая орловская машина. Впервые орловская печать была применена при изготовлении кредитных билетов номиналом 25 руб. образца 1894 г. Воспроизвести эффект орловской печати обычными классическими способами печати невозможно. Для этого используется сложнейшее высокоточное оборудование, которое могут иметь только организации с государственной лицензией на его использование.
Этот способ позволяет с помощью специальных печатных прессов (рис. 1.1.7) получать за один прогон листа многокрасочный оттиск без разрывов или смещений. Суть процесса состоит в том, что многокрасочное изображение формируется путем переноса печатных красок с цветоделенных печатных форм высокой печати на сборную форму – клише (где и получается цветное изображение) с последующей передачей его на запечатываемый материал за один прогон. При этом граница перехода является четкой, отсутствуют перекосы и разрывы штрихов, наложение одного цвета на другой. В качестве примера орловской печати можно привести российские купюры.
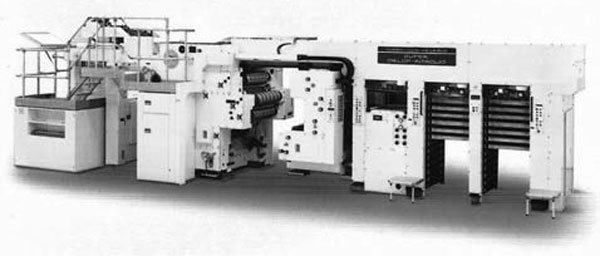
Рис. 1.1.7. Современная печатная машина Super Orlof Intaglio
Таким образом, появляется возможность не только создавать красивые многокрасочные изображения, но и защищать банкноты от подделки. Впечатляют технические характеристики машины, показанной на рисунке: ее вес – 48 тонн, а производительность – 10 тыс. листов в час.
Металлографская печать («интаглио» или «инталия» – печать с гравюры) осуществляется с металлических печатных форм с выгравированными на них узорами или рисунками, также на специальных печатных прессах и под очень большим давлением (около тонны на кв. см). Этот способ позволяет создавать изящные гильоширные (по имени французского изобретателя Гильоша) узоры из тонких линий (розетки, сетки, ассюре, бордюры и др.), рисунок становится рельефным, и можно даже получать многотоновые изображения при однокрасочной печати – оттенок меняется за счет изменения толщины красочного слоя. Процесс также является очень сложным и дорогостоящим, что затрудняет его подделку.
В целом металлографская печать относится к виду глубокой печати (в отличие от плоской и высокой), при которой элементы изображений в печатной форме углублены. При печати краска из форм переходит на бумагу и при высыхании образует красочный слой, выступающий над поверхностью бумаги. Он имеет достаточно большую толщину, которая легко ощутима на ощупь. С помощью металлографской печати достигается высокая точность и четкость воспроизведения рисунка. Мельчайшие элементы изображений на купюрах выполняются именно этим способом.
На всех российских банкнотах образца 1997 г. присутствуют изображения, выполненные металлографской печатью с повышенной рельефностью. Это надпись на лицевой стороне – «БИЛЕТ БАНКА РОССИИ» (в верхней части справа) и метка для людей с ослабленным зрением в виде кружков и прямоугольников. У свежеотпечатанных купюр указанные реквизиты легко воспринимаются на ощупь. Металлографской печатью выполнены и основные изображения. Хотя, пожалуй, наиболее четко определимым этот признак является у евробанкнот (аббревиатура Европейского центрального банка, изображения окон и ворот, цифры номинала).
Офсетная печать. Офсетным называют способ печати, при котором изображение переносится с печатной платы на резиновое полотно, а с него на бумагу. Это, по-видимому, наиболее распространенный способ печати, который применяется, в том числе, в производстве банкнот в сочетании с глубокой печатью. В настоящее время процесс офсетной печати банкнот осуществляется на машинах, способных печатать по 4 шаблона на обеих сторонах банкноты в диапазоне до 10 цветов. В прессах с высокой степенью защиты печати используется обычное полотно; каждое изображение переносится с платы перед печатью. Таким образом, можно печатать и все 8 шаблонов высокого качества, что позволяет дизайнеру банкнот создавать фрагменты совмещающихся изображений, видимых как целое только на просвет. В машине для офсетной печати банкнот предусмотрена возможность подачи краски по сдвоенному каналу и системы разделителей канала – это позволяет оператору создавать самые сложные образцы радужной или ирисовой печати.
Ирисовая печать (раскат). Разновидностью офсетной печати является ирисовая печать, при которой в элементах получаемых изображений присутствует плавный переход одного цвета в другой, причем четкая граница перехода отсутствует. Принцип получения изображения заключается в следующем: красочный ящик разделяется перегородкой на части, в которые закладывается разная краска. При прохождении через систему валиков краски взаимно проникают друг в друга и образуют участки с плавным переходом цветов. Для иллюстрации этого метода печати опять обратимся к российским деньгам. На купонных полях оборотной стороны купюр виден микроузор, изображенный с помощью тонких линий, образующих шестиугольники. Микроузор на большом купонном поле выполнен методом ирисовой печати и визуально наблюдается как плавный переход одного цвета в другой.
Трафаретная печать. Формально трафаретную печать можно рассматривать как один из способов плоской печати (печатающие элементы находятся на одном уровне с пробельными), что зачастую и делается в специальной литературе. Однако с точки зрения многих экспертов, криминалистическая значимость этого способа позволяет выделить трафаретную печать в самостоятельный вид печати.
Форма трафаретной печати представляет собой сетку, натянутую на раму. Пробельные элементы заблокированы слоем, не пропускающим печатную краску. Печатающие элементы открыты и через них в процессе печати резиновым или полимерным ракелем (устройством распределения) краска равномерным слоем свободно продавливается сквозь сетку на запечатываемый материал.
В банкнотном производстве трафаретная печать применяется для нанесения изображений, выполненных оптически переменными красками. В евробанкнотах низких номиналов это иридисцентная полоса, высоких номиналов – цифры номинала, отпечатанные краской OVI. На банкнотах Банка России высоких номиналов способом трафаретной печати (оптически переменной краской OVI или OVMI, см. далее) выполнены печать Банка России (500 и 1000 руб.), герб г. Ярославля (1000 руб. модификации 2004 и 2010 г.), герб г. Хабаровска (5000 руб.).
Высокая или типографская печать (от греч. tipos – отпечатать + grapho – пишу) является, вероятно, наиболее древним видом печати. Впрочем, и в наше время она широко распространена в виде разнообразных печатей и канцелярских штампов.
Формы высокой печати имеют пространственное разделение печатающих и пробельных элементов, причем рельефные печатающие элементы находятся в одной плоскости, а пробельные углублены. Так как все печатающие элементы расположены в одной плоскости, то в процессе печатания они покрываются равномерным по толщине слоем краски, в результате чего на всех участках оттиска толщина красочного слоя практически одинакова.
Прямая высокая печать с металлических печатных форм в настоящее время практически не применяется. Исключение составляют лишь нумерация готовой продукции и отделочные процессы – тиснение. Поэтому высокую печать зачастую называют нумерационной. Для современной нумерационной печати характерно применение нестандартных шрифтов с переменным кеглем (типографским размером), например, в банкнотах Банка России 5000 руб. и 1000 руб. (модификации 2010 г.). Причем один из номеров может располагаться и вертикально (например, казахские тенге серии 2006 г. или киргизские сомы серии 2010 г.).
Изготовление банкнот осуществляется путем последовательного наложения на лист нескольких видов печати. Фоновый подкладной рисунок (фоновая сетка, различные красочные розетки и узоры) обычно печатается типоофсетным способом с орловским эффектом и ирисовым раскатом, основной рисунок – металлографией или (на мелких купюрах) офсетом. Банкноты почти всех стран (за исключением США, пожалуй, однако и они уже ввели дополнительные цвета в новые «поколения» (generation) банкнот NexGen и FuGen) являются многокрасочными. Для их изготовления применяется в среднем около 10 красок, а с увеличением номинала красочность возрастает.
При изготовлении банкнот используются особо стойкие печатные краски, причем для каждого вида печати – свои (для высокой печати, офсетные, для глубокой печати, для трафаретной печати и др.).
Достаточно отметить, что перечень типов красок с различными защитными свойствами (и для разных видов печати), предлагаемых одной только французской компанией Petrel, насчитывает более 20 типов, в том числе такие, довольно экзотические, как термохромные, хромотропные, фотохромные и пр.
Английская компания Luminiscence предлагает уже свыше 30 типов (включая монеточувствительные, необратимые термохромные, имитирующие водяной знак и др.) специальных красок. Краткий перечень таких красок для различных видов и способов печати приведен в табл. 1.1.2.
Таблица 1.1.2. Тип красок для различных видов и способов печати

Для защиты банкнот обычно применяются специальные краски, обеспечивающие создание как открытых (оптически-переменные краски: OVI и OVMI, иридисцентные и металлизированные краски), так и скрытых защитных признаков (ферромагнитные краски; флуоресцентные краски; фосфоресцентные краски; краски, поглощающие или отражающие инфракрасное излучение и др.).
Контроль качества как исходных материалов (защитные нити и волокна, голограммы, компоненты бумаги, краски), так и продукции в целом осуществляется на всех этапах банкнотного производства.
После предварительной проверки качества печати на листах оттиски нумеруются с использованием способа высокой (нумерационной) печати, отпечатанные листы разрезаются на отдельные банкноты (экземпляры), обандероливаются в корешки по 100 штук и упаковываются в пачки по 10 или 5 корешков (1000, или реже, в некоторых зарубежных странах – 500 экземпляров в пачке) (рис. 1.1.8).

Рис. 1.1.8. Резательно-упаковочный комплекс CutPak
Одним из важнейших моментов, связанных с производством банкнот, является заключительный контроль качества печати. Для проверки отсутствия брака применяются два основных вида контроля: полистовой и поэкземплярный. При первом виде контроля проверяются (чаще всего вручную) неразрезанные листы с банкнотами еще до полного завершения печатного процесса. Естественно, качество этого вида контроля является невысоким (в том числе и потому, что контролируется в основном отсутствие брака различных видов печати и весьма ограниченное число защитных признаков).
В связи с этим в последние годы в мире все более широко внедряется поэкземплярный контроль, когда проверяется полностью готовая продукция. В этом случае с помощью мощных автоматических систем контроля качества печати, например, CPW 2400 производства Currency Systems International или BPS 2000 производства Giesecke & Devrient (рис. 1.1.9, внизу), детальнейшим образом и по всем параметрам (включая скрытые защитные признаки, рис. 1.1.9, вверху) проверяется каждая банкнота.
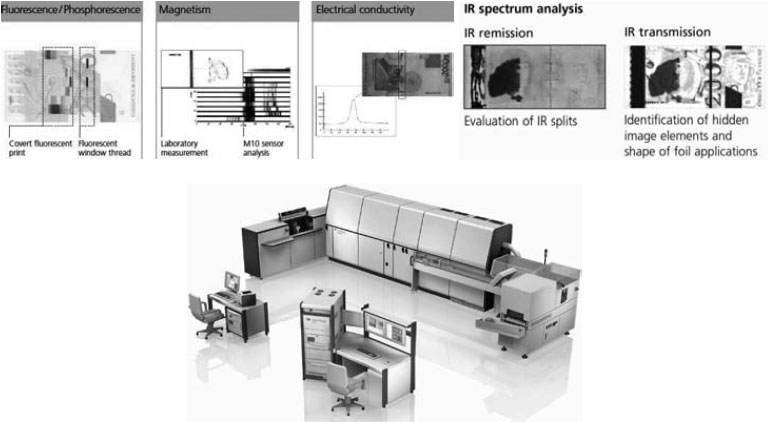
Рис. 1.1.9. Автоматическая система контроля качества печати BPS 2000 OBIS
При такой системе контроля выпуск бракованных банкнот в обращение полностью исключен, поскольку отбракованные банкноты автоматически уничтожаются. После этого готовую продукцию остается только упаковать соответствующим образом, принятым центральным банком страны (или Европейским центральным банком), и складировать или отправить потребителям.
Итак, процесс производства банкнот является очень сложным и высокотехнологичным. Практически на всех этапах процесса, начиная с изготовления бумаги, в банкноту вводятся разнообразные защитные признаки, существенно затрудняющие ее фальсификацию, о чем более подробно будет сказано ниже. Особенно сложным и наиболее насыщенным с точки зрения применения высоких технологий, разнообразных видов красок и способов печати является современное печатное производство (рис. 1.1.10).

Рис. 1.1.10. Главный зал компании OeBS (Oesterreichische Banknotenund Sicherheitsdruck GmbH). Вена, Австрия
Наряду с комплексом различных способов печати и их специальных разновидностей, как правило, не применяющихся в общей полиграфии, здесь осуществляются контроль качества печати, нумерация и микроперфорация, отделочные (финишные) процессы (рис. 1.1.11).

Рис. 1.1.11. Основные процессы в банкнотном производстве
Особо отметим, что при всей сложности банкнотное производство должно обеспечивать высокое качество и производительность. Например, евробанкноты, производимые в настоящее время на 14 печатных фабриках в различных странах Европы, должны быть идентичными по качеству для того, чтобы обеспечивалась их надежная циркуляция по всему миру.
Основы производства и характеристики монеты
Процесс изготовления монет включает в себя такие основные этапы, как переработка металлических руд, выделка монетных заготовок, гурчение (обжим краев монетной заготовки для нанесения рисунка на гурт) и чеканка монеты (рис. 1.1.12).
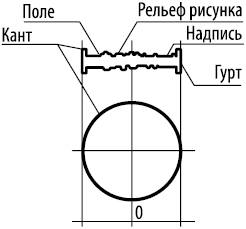
Рис. 1.1.12. Схематическое изображение монеты
Рассмотрим основные понятия, применяемые к описанию монеты и используемые нумизматами и экспертами.
Лицевая сторона монеты (аверс) обычно несет изображение официальной символики (государственного герба, эмблемы Банка России, художественных символов Москвы), номинал монеты, год выпуска и товарный знак монетного двора-изготовителя. Монетные дворы и их товарные знаки, используемые на монетах Банка России: Санкт-Петербургский монетный двор – товарный знак С-П или СПМД; Московский монетный двор – товарный знак М или ММД.
На оборотной стороне (реверсе) могут быть расположены портреты юбиляров, рисунки и мотивы, относящиеся к теме, которой посвящена монета, или иная символика. Бывают и исключения, когда номинал монеты расположен на реверсе.
Боковая поверхность монеты называется гуртом. Край диска монеты со стороны аверса и реверса обрамляет кант, который выступает над рельефным изображением обеих сторон монеты и в плане имеет форму сплошного узкого кольца.
Все рисунки и надписи, нанесенные на аверсы и реверсы монет, исполняются рельефно, т. е. выступающими над полем плоскими участками, лишенными каких-либо изображений и надписей. Совокупность всех встречающихся на монете (на аверсе, реверсе и гурте) буквенных и цифровых надписей называется легендой.
Лигатурной массой монеты называют ее общую массу в граммах.
По особенностям технологического процесса чеканки монеты делятся на две основные группы:
• исполненные в качестве «пруф» (от англ. proof) – высшего качества;
• исполненные в обычном или улучшенном качестве.
Монеты качества «пруф» изготавливаются специальным методом и с помощью оборудования, позволяющего получить на поверхности монеты чистое, зеркальное поле и матовое рельефное изображение и надписи. Это монеты, как правило, коллекционного назначения, их выпуск либо приурочивается к юбилеям и памятным датам, знаменательным событиям истории и современности, либо посвящается актуальным проблемам культуры, защиты окружающей среды, другим аналогичным темам. Рисунки их реверсов зачастую сложные по композиции, многоплановые; надписи указывают на тематику, которой посвящен выпуск монет.
Монеты обычного качества представляют собой продукцию традиционного высокоавтоматизированного чеканного производства: курсовые и разменные монеты (обращающиеся по номиналам в качестве реальных платежных средств), а также монеты из драгоценных металлов инвестиционного назначения, тиражи которых могут достигать нескольких миллионов штук. На монетах этого вида нет зеркальных поверхностей, поля, рисунки и надписи имеют одинаковую поверхностную фактуру, рельефы не контрастируют с полями. Рисунки на реверсах таких монет зачастую несложные, одноплановые.
Монеты улучшенного качества отличаются от монет обычного качества главным образом тем, что они не имеют мелких насечек, царапин и других повреждений, обусловленных особенностями автоматизированного производства, что достигается более тщательной подготовкой инструментов и заготовок, а также мерами по защите монет от механических воздействий при выбросе готовой продукции в накопители станков и на других технологических участках автоматической подачи.
Можно привести и более подробную классификацию монет по качеству, указанную в технических условиях Внешэкономбанка, на золотые, серебряные и платиновые монеты, предназначенные для реализации, которая используется в целях обоснованного построения цен.
1. «Пруф» (proof) – высшая категория качества монет. Монеты этого качества имеют зеркальную совершенно ровную поверхность поля и, как правило, матированный рисунок с высоким рельефом. Все детали изображения должны быть четкими; на поверхности монеты не должно быть следов неаккуратного обращения при изготовлении, допускаются единичные дефекты поверхности, видимые в двухкратную лупу, не ухудшающие внешний вид изделий; кант должен быть целым, непрерывным, без повреждений, равномерный по ширине (по визуальному определению); допускаются незначительные скосы или заусенцы канта.
2. «Пруф-лайк» (proof-like). Монеты этого качества имеют полированное поле и матированный рисунок либо полированное поле и полированный рисунок. Все элементы рисунка должны быть четкими; на поверхности монеты не должно быть следов неаккуратного обращения при ее изготовлении; допускаются единичные дефекты поверхности, просматриваемые невооруженным глазом, но не ухудшающие внешний вид монеты (мелкие царапины, заусенцы); кант монеты должен быть целым (непрерывным, без повреждений), равномерным по ширине и не иметь грубых заусенцев (по визуальному определению).
3. «Бриллиэнт анциркулейтед» (brilliant uncirculated – BU). Монеты этого качества не были в обращении и сохраняют первоначальный блеск. По внешнему виду монеты и кант имеют чистую поверхность без плен, трещин, вмятин, грубых заусенцев и других дефектов, видимых невооруженным глазом; допускаются незначительные мелкие царапины, забоины, заусенцы и другие мелкие дефекты, не ухудшающие внешний вид монеты.
4. «Анциркулейтед» (uncirculated – UC). Монеты этого качества не были в обращении и сохраняют первоначальный блеск; по внешнему виду поверхность монет чистая, без плен, трещин и грубых заусенцев, видимых невооруженным глазом; допускаются небольшие царапины, заусенцы, забоины и другие дефекты, возникающие от соприкосновения с другими монетами при их пересчете, упаковке и хранении в мешках.